
Grupa IMA Schelling opracowała i dostarczyła dla włoskiego klienta zupełnie nowe rozwiązanie, umożliwiające produkcję wysokiej jakości profili uchwytowych w zautomatyzowany sposób z wykorzystaniem dedykowanego systemu obrzeży.
Z uchwytami czy bez? To decyzja, przed którą staje każdy, kto obecnie kupuje nową kuchnię. Coraz więcej klientów decyduje się na fronty bezuchwytowe, aby nadać kuchni czystych linii i nowoczesnego, minimalistycznego wyglądu.
Wybór profili uchwytowych zamiast uchwytów stawia przed technologią produkcji określone wymagania. Do tej pory tradycyjnie stosowano dwa rozwiązania: albo aluminiowe listwy profilowe mocowane do krawędzi, albo fronty z płyt MDF, w których frezowano profil, a następnie malowano. „Oba te sposoby produkcji krawędzi są bardzo kosztowne i skomplikowane” – wyjaśnia Dennis Reddig, Product Manager Edge Processing w IMA Schelling.
Maszyna do czterech profili i prostych krawędzi
IMA Schelling zaprojektowała i dostarczyła dla włoskiego zakładu specjalne rozwiązanie do produkcji profili uchwytowych. Klient potrzebował maszyny do obróbki krawędzi, która mogłaby w pełni zautomatyzować produkcję zarówno krawędzi prostych, jak i profilowanych. Musiała ona wykonywać cztery różne typy profili: J, C, kątowy oraz z wpustem.
Eksperci IMA Schelling stanęli przed szczególnym wyzwaniem związanym z oklejaniem krawędzi profili typu J i C. „Przeprowadziliśmy długie eksperymenty z różnymi materiałami obrzeży i rodzajami kleju, aż osiągnęliśmy najlepsze rezultaty” – wyjaśnia Reddig.
Wyzwanie: materiał obrzeży
Softforming to oklejanie krawędzi opływowych kształtów, do którego producenci obrzeży oferują specjalne, cienkie i wyjątkowo elastyczne materiały obrzeżowe. Jednak w tym przypadku nie było to odpowiednie rozwiązanie, ponieważ struktura wiórów w cienkim materiale obrzeża była widoczna i zauważalna, szczególnie w warstwie nośnej płyt wiórowych. Oczywiście należało zapobiec temu zjawisku.
„Stało się jasne, że będziemy musieli zwiększyć grubość obrzeży” – mówi Reddig. Firma IMA Schelling stanęła teraz przed poważnymi wyzwaniami związanymi z mocowaniem obrzeży do tych skomplikowanych profili. „Grubsze krawędzie mają duże siły powrotne i wypychają krawędzie poza zaokrąglenie profilu” – mówi ekspert w dziedzinie obrzeży. Z tego powodu skupiono się na aplikacji kleju.
Wyzwanie: aplikacja kleju
W tradycyjnych okleiniarkach IMA Schelling, podczas obróbki prostych krawędzi, klej jest najpierw nakładany na element obrabiany, a następnie krawędź jest zabezpieczana. Jest to jednak praktycznie niemożliwe w przypadku profili typu J i C. „Najpierw próbowaliśmy nakładać klej tylko na obrzeże, a następnie zdecydowaliśmy się na połączenie obu procesów” – wyjaśnia Dennis Reddig.
Klej teraz nakłada się częściowo na obrzeże, a częściowo – w określonych miejscach – bezpośrednio na element obrabiany. Aby to osiągnąć, IMA Schelling połączyła różne systemy aplikacji kleju i zintegrowała je w zakładzie.
Eksperci IMA Schelling musieli jednak najpierw sprawdzić, ile kleju jest potrzebne. Zbyt mała ilość prowadziłaby do słabej przyczepności, a zbyt duża wymagałaby wielu precyzyjnych zabiegów w celu usunięcia resztek kleju, co nie tylko wydłużałoby czas obróbki, ale także wiązałoby się z ryzykiem uszkodzenia powierzchni. Inżynierowie IMA Schelling zainstalowali maszynę testową w centrum testowym w Lubece i stopniowo pracowali nad odpowiednią kombinacją aplikacji kleju. „Po przeprowadzeniu szeregu testów w końcu opracowaliśmy idealną aplikację” – mówi Reddig.
Wyzwanie: grubość obrzeża
Jednak nie tylko aplikacja kleju stanowiła wyzwanie, należało również uwzględnić plastyczność, ponieważ IMA Schelling używa materiałów o grubości od 0,6 do 1,0 milimetra. Klient potrzebował rozwiązania, które umożliwiałoby aplikację materiału o tej grubości pod kątem prawie 90°.
Również w tym przypadku IMA Schelling opracowała nowatorski proces. Materiał obrzeża jest utrzymywany plastycznie w różnych miejscach za pomocą opalarek. Jest on również poddawany obróbce mechanicznej w szczególnie trudnych pozycjach. „Używamy zespołów nacinających, aby osłabić materiał w odpowiednich miejscach, tak aby można go było nałożyć pod odpowiednim kątem” – wyjaśnia Dennis Reddig. Inżynierowie stanęli przed pytaniem, jak grube może być wcięcie w materiale, zanim ulegnie on rozerwaniu: była to kolejna przeszkoda, którą pokonali, opracowując rozwiązanie idealne.

Zintegrowana z maszyną jednostka do zaokrąglania narożników I-KFA umożliwia automatyczne precyzyjne wykańczanie profili z wewnętrznymi konturami na narożnikach.
Pięć kształtów obrzeży w automatycznej rotacji
Inżynierowie IMA Schelling zintegrowali stworzone rozwiązanie w maszynie do formatowania i obróbki krawędzi Combima, przeznaczonej do produkcji jednostkowej. Włoski producent dysponuje teraz maszyną typu „all-in-one” do w pełni zautomatyzowanej produkcji frontów meblowych, zarówno z prostymi krawędziami, jak i z czterema różnymi, skomplikowanymi profilami. „Spełniliśmy wymagania naszego włoskiego klienta, projektując na zamówienie wysokowydajną maszynę, która może produkować elementy meblowe w pięciu różnych kształtach obrzeży w pełni zautomatyzowanym procesie” – zaznacza Reddig.
Aby maszyna mogła wykonywać liczne etapy obróbki, ma dostęp do różnych narzędzi i jest także wyposażona w kilka agregatów do precyzyjnej obróbki, takich jak agregat do zaokrąglania narożników wewnętrznych I-KFA, cykliny profilowe i płaskie, agregaty polerskie oraz agregaty szczotkowe. Maszyna do softformingu przy użyciu grubych obrzeży ma łączną długość ponad 40 metrów. „To słuszny rozmiar jak na maszynę do obróbki elementów meblowych” – mówi Dennis Reddig. „Ale trzeba powiedzieć, że jest to rozwiązanie specjalne, jedyne w swoim rodzaju”.
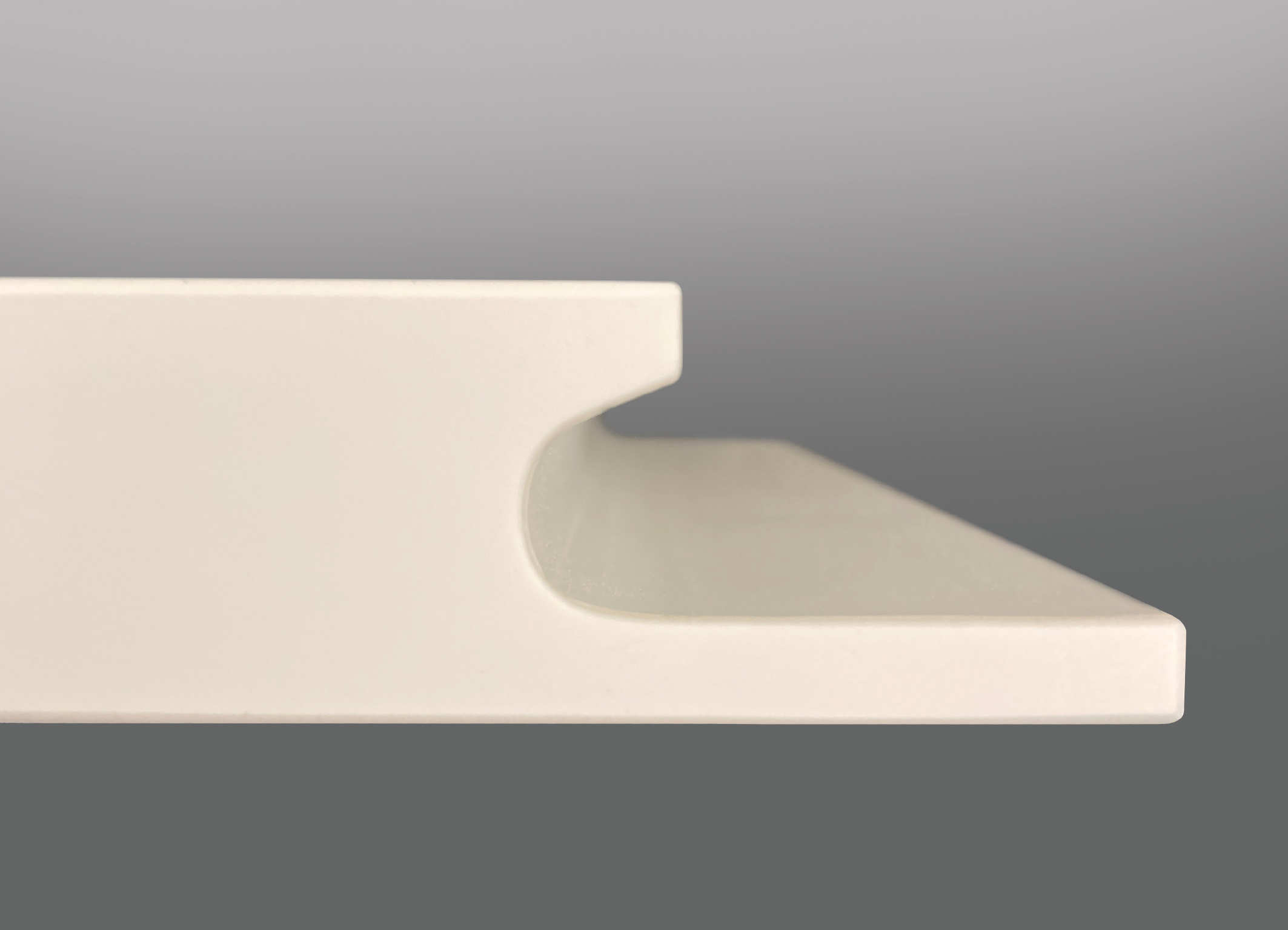
Profile typu J są obecnie bardzo popularne, ale stawiają najwyższe wymagania w zakresie aplikacji kleju.

Profil C ma bardziej równomierny kształt niż profil J, ale stwarza z kolei inne wyzwania w zakresie aplikacji kleju.
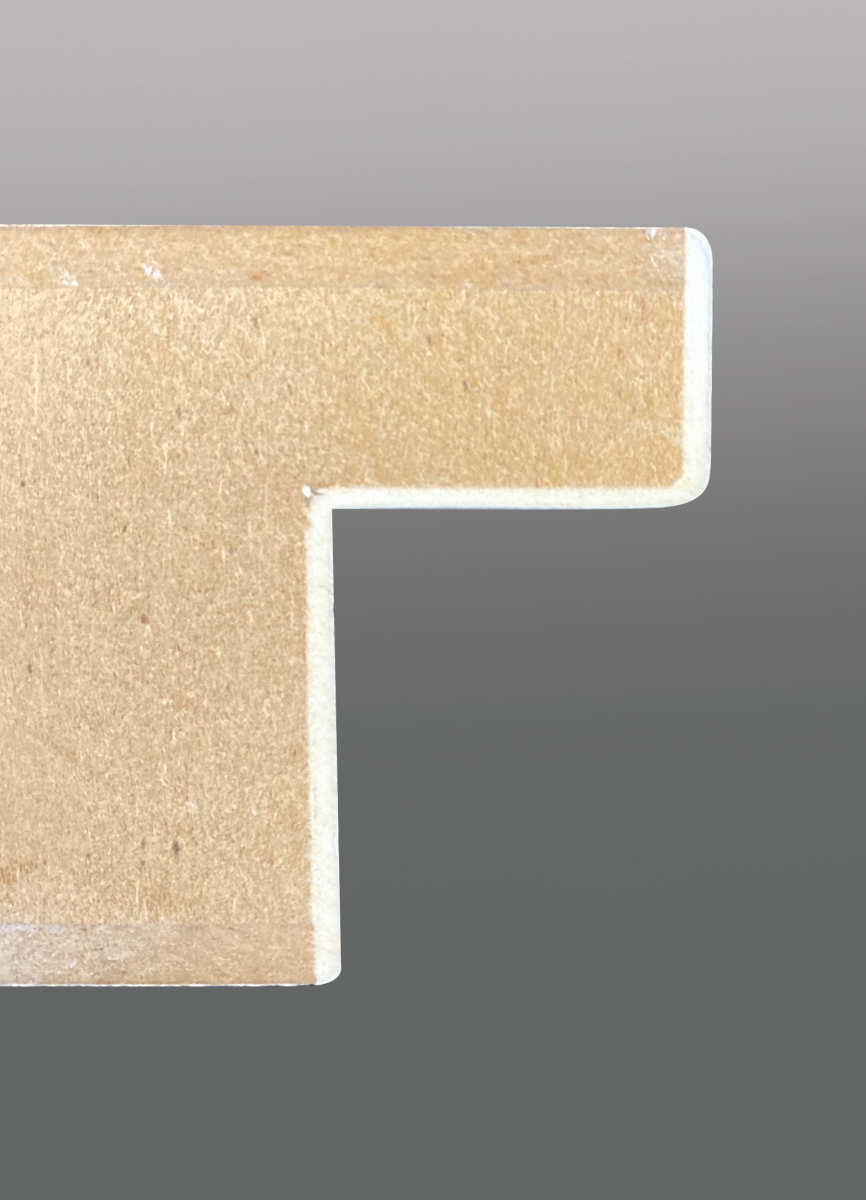
Do profili wręgowych stosuje się grubszy materiał obrzeżowy, aby uniknąć przeniesienia zniekształceń z materiału krawędzi płyty.

Profile kątowe, choć nie okrągłe, również stwarzają specyficzne wyzwania w zakresie obróbki ze względu na różnorodność kątów.
IMA Schelling – idealne rozwiązania dla każdego pomysłu
Grupa IMA Schelling opracowuje, projektuje i produkuje maszyny i urządzenia dla firm z branży obróbki drewna, tworzyw sztucznych i metalu. Jej klientami są międzynarodowi producenci mebli, rodzinne firmy stolarskie o wysokich wymaganiach, ale także producenci samolotów. Firma posiada ponad 100-letnie doświadczenie, na bazie którego opracowuje innowacyjne rozwiązania dla najnowocześniejszych, sieciowych linii produkcyjnych, dostosowanych do indywidualnych potrzeb klienta. Dostarcza także w pełni zautomatyzowane systemy produkcji jednostkowej.
Inteligentne, zaawansowane rozwiązania projektują pracownicy czterech działów: Płyty, Obróbki Drewna, Precyzji i Doradztwa. Klienci mogą liczyć na szeroki zakres wiedzy specjalistycznej w wielu obszarach, takich jak rozwiązania w zakresie cięcia, wiercenia, obróbki krawędzi i logistyki materiałów w sektorze obróbki drewna, a także rozwiązania w zakresie cięcia i obróbki metali, tworzyw sztucznych i materiałów budowlanych. Portfolio uzupełniają spersonalizowane strategie rozwoju biznesu oparte na wartości dodanej, a także doradztwo, oprogramowanie i produkty z zakresu digitalizacji.
IMA Schelling posiada globalną sieć 19 spółek zależnych i 70 partnerów handlowych oraz trzy zakłady produkcyjne w Niemczech, Austrii i Polsce. W 2024 roku IMA Schelling i jej 1960 pracowników na całym świecie osiągnęły łączną sprzedaż w wysokości 395 milionów euro.
(opr. jz)
https://www.imaschelling.com/pl/

Materiał krawędziowy jest wciskany w profile za pomocą specjalnie opracowanej sekcji dociskowej do softformingu.


