Wielu producentów mebli w swoim procesie produkcyjnym maluje krawędzie elementów ułożone w stosach. Dzięki temu uzyskują wysoką jakość krawędzi, a same powierzchnie mogą być pomalowane w innej technologii: na malowarkach walcowych, aby zredukować koszty lub na automacie natryskowym, jeżeli wymagają tego kształty powierzchni elementu.
Przy wielkoseryjnej produkcji malowanie w stosach staje się wąskim gardłem procesu. Jest to operacja w większości przypadków wykonywana ręcznie, więc potrzeba kilku kabin lakierniczych, by sprostać przepustowości linii walcowej. Jak przyspieszyć taki proces? Jak go zautomatyzować? Z takim problemem zwrócił się do nas jeden z dużych producentów mebli.
Wydawać by się mogło, że naturalną odpowiedzią jest robot. Mieliśmy jednak ogromne obawy w stosunku do takiego rozwiązania. Głównie chodziło o koszty samego robota, a drugą kwestią pozostawała prędkość jego pracy. Oczywiście prędkość można zwiększyć, stawiając dwa roboty i dzieląc między nie pracę. Jednak to rozwiązanie prowadzi do ogromnych kosztów. Przy trzech procesach, jakie należy wykonać, aby uzyskać pomalowaną krawędź, trzeba zaangażować trzy lub sześć robotów. To wysoka cena za automatyzację.
Standardowy proces malowania krawędzi to: podkład – szlifowanie – nawierzchnia. Po każdym malowaniu lakier musi być dokładnie wysuszony, co również trzeba uwzględnić. Po wysuszeniu krawędź musi być gotowa do szlifowania lub do następnego etapu obróbki.
Firma Unison, by sprostać wszystkim stawianym wymaganiom, zdecydowała się zbudować całą linię w oparciu o „portale”. Portal jest odpowiedzialny za ruch pistoletów na boki i w górę, a także za ustawienie ich w odpowiedniej odległości od stosu. Portal to tak naprawdę składowa elementów, które występują w każdym z naszych automatów lakierniczych. Nie było więc z naszej strony żadnych obaw o funkcjonowanie tego rozwiązania. Prosta konstrukcja zapewnia również bardzo łatwe serwisowanie. Budowa portalu pozwala na uzyskanie prędkości ruchu pistoletów do 100 m/min., a liniowy ruch gwarantuje równomierność malowania.
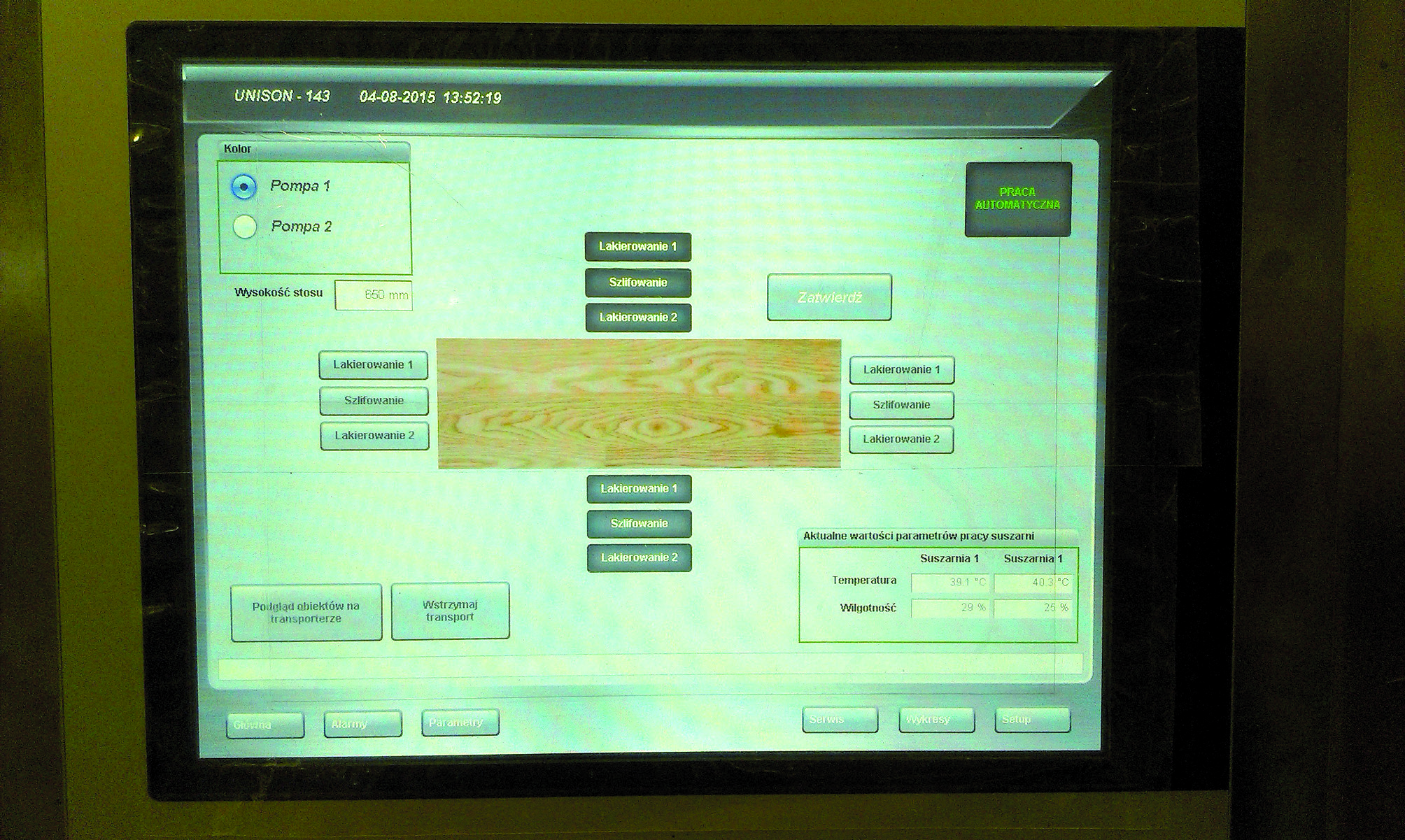
Z racji naszego wieloletniego doświadczenia w budowie automatów lakierniczych stworzyliśmy intuicyjny panel operatorski. Załadunek elementów do lakierowania i wybór funkcji odbywa się na jednej stronie ekranu. Operator wybiera, które strony mają zostać pomalowane, w jakim kolorze i podaje wysokość stosu. Jeżeli rodzaj elementów jest taki jak poprzednio wprowadzony, tylko i wyłącznie zatwierdza, nie wprowadzając zmian. Systemy pomiarowe sprawdzają wielkość elementów oraz ich położenie na palecie. Program uwzględnia, że elementy mogą być na palecie ułożone z przesunięciem wobec środka lub dodatkowo obrócone pod jakimś kątem. Obie te niedokładności są brane pod uwagę przy malowaniu. Portale ustawiają się tak, by ruch pistoletów był równoległy do malowanej powierzchni, dzieje się to automatycznie, bez udziału uwagi operatora.
Do dyspozycji są dwa zestawy pistoletów lakierniczych, każdy z przygotowanym innym kolorem lakieru. Zmiana koloru nie wymaga ani płukania, ani żadnego czasu na przezbrojenie. Stos po stosie może być malowany innym kolorem. Każdy kolejny stos może mieć inny kształt i wymiary. Takie rozwiązanie zapewnia dużą płynność procesu produkcji.
Aby zaoszczędzić miejsce, które zajmuje cała linia, suszarnia została zbudowana w taki sposób, że stosy mogą się przez nią przemieszczać w poprzek. Rozwiązanie to skróciło długość suszarni prawie o połowę. Do jej zasilenia wykorzystano ciepłą wodę będącą najbardziej ekonomicznym źródłem energii.
Po wysuszeniu pierwszej warstwy lakieru takie same portale odpowiadają za przeszlifowanie krawędzi.
Zaraz za szlifiernią powstała druga kabina malująca nawierzchnię – identyczna jak ta pierwsza.
Całość linii jest zamknięta. Każda z kabin lakierniczych posiada swój nadmuch i wyciąg. Suszarnie mają cyrkulację ciepłego powietrza i kontrolę wilgotności.
Dzięki powstałej linii u naszego klienta malowanie krawędzi przestało być wąskim gardłem.
Piotr Rzepka
Unison